June 2026
Valves, Pumps, Turbomachinery and Compression
Improving isolation valve reliability in delayed coker units: Field experience-driven design enhancements
Delayed coker units (DCUs) impose some of the harshest mechanical and thermal demands on critical process valves. While coker switch valves often receive the most industry attention, coker isolation valves are equally essential to maintaining unit reliability—especially along the heater, overhead vapor, blowdown, fractionator return, quench, bypass and drain circuits. Their performance directly affects cycle efficiency, steam balance and turnaround (TAR) intervals.
Throughout the past decades, the authors’ company has collected extensive field inspection and TAR data from multiple DCUs. This information consistently shows that most isolation valve reliability issues do not originate from the valve’s core design, but rather from the gradual degradation of steam purge effectiveness. Fouling, coke fines intrusion and suboptimal purge geometry can lead to increased torque, leak-by and, ultimately, premature maintenance between TARs.
This article summarizes the evolution of the authors’ company’s isolation valve purge systems based on real-world feedback from refineries worldwide. It highlights how targeted, field-driven improvements translate into measurable reliability gains. Finally, it outlines upcoming work aimed at applying similar principles to switching valves.
FIELD OBSERVATIONS: HOW ISOLATION VALVES DEGRADE IN REAL DCU OPERATION
Across numerous refineries and operating conditions, several recurring degradation mechanisms have been observed.
Fouling and coke fines accumulation in predictable “dead zones.” The authors’ company’s original coker isolation valve design used perpendicular purge arrangements (e.g., purge directed 90° toward the ball or bellows). While effective under normal conditions, this geometry leaves low-flow pockets—typically at the bottom of the body cavity—where coke tends to settle and harden between cycles (FIGS. 1A and 1B). This is especially problematic in most demanding coker applications, such as ultra-short drum cycles (≈12-hr drum cycles) or heavy, high-asphaltene feeds.
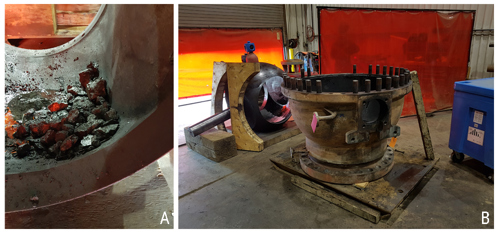
FIGS. 1A and 1B. Examples of fouling from coke fines due to improper purging.
Isolation valve reliability is strongly tied to purge consistency. Even minor declines in purge performance can result in:
- Increased seat load and torque spikes
- Restricted bellows movement
- Reduced ability for coke particles to exit the cavity
- Progressive leak-by.
TAR teams have sometimes reported that valves operate well for the first several years after startup, then gradually degrade as purge performance drifts from the original design intent.
DESIGN ENHANCEMENTS ORIGINATING FROM FIELD EXPERIENCE
Based on TAR findings and operating feedback, the authors’ company has worked closely with key partners and customers to develop and implement targeted improvements to address the root causes of reliability loss.
Tangential purge geometry (directional purging). Instead of striking components perpendicularly, the purge is now reoriented tangentially, causing steam to flow downward along surfaces where coke typically accumulates.
This approach:
- Eliminates the dead zones commonly observed in TAR inspections
- Improves purge velocity where it is most effective
- Reduces coke adhesion on the lower quadrant of the ball and bellows.
This modification alone significantly extends the time before torque begins to drift upward after a TAR (FIG. 2).

FIG. 2. Directional purging.
Second purge port for loop-flow purging. The original design by the authors’ company included a body purge port only at the top of the valve. Adding an optional second purge port—strategically located above the debris accumulation line—creates a loop-flow of steam around the ball during cycling.
Field-observed benefits include:
- More complete flushing during opening/closing
- Reduced solids lodging beneath the ball
- Improved cleaning without increasing overall steam use.
Importantly, this lower purge port is positioned to avoid plugging issues historically seen with true 6 o’clock locations (FIGS. 3A and 3B). To maintain full interchangeability, upgraded valves use a manifold with a single external connection point.

FIGS. 3A and 3B. Second body purge port positioned at the bottom of the valve.
Intermittent purge logic for valves in low or medium coking service. In the authors’ company’s original purge system, the purge remained pressurized continuously, with flow occurring only during cycling and through the bellows inner diameter (ID) when the valve was open. This creates a concentrated steam burst during movement, effectively flushing critical areas while minimizing steam use.
To help refiners reduce energy consumption, the author’s company has introduced selective purge shut-off for valves in medium coking severity (e.g., valves upstream of the heater or located at higher elevations). Specifically:
- The bellows ID purge, which flows only when the valve is open, can now be automatically shut off when not required.
- This enables utilities optimization without compromising reliability for valves in less severe service.
Integral flange purge connections. The company has also replaced socket-welded connections with integral flanges (FIG. 4) to eliminate several critical manufacturing steps, including welding and post-weld heat treatment. This upgrade has proven to reduce production time and to provide superior mechanical integrity and a gap-free arrangement that mitigates the risk of crevice corrosion.

FIG. 4. Integral flanges.
Optional bottom drain with zero-cavity design. For operators seeking additional cavity flushing—particularly in throttling or severe service—the authors’ company offers an optional bottom drain valve:
- Located opposite the lower purge port
- Zero-cavity internal profile (no space for coke buildup)
- Piston-valve design ensures reliable sealing
- It can be automated via a programmable logic controller (PLC) for periodic flushing after cycling.
This solution is particularly effective in units that routinely throttle isolation valves. For added convenience and reliability, the drain valve can be automated via the control panel and PLC for systematic flushing operations (FIG. 5).

FIG. 5. PLC and local control panel engineered by the authors' company to automate the execution of the DCU operating sequence.
Stud redesign for easier TAR disassembly. After years or decades of high-temperature service, studs were sometimes found seized within body threads. The authors’ company now uses studs with the bottom threads removed [American Society of Mechanical Engineers (ASME) PCC-2 compliant] (FIG. 6), which:
- Prevents interference with potentially damaged bottom threads
- Eliminates the “mushrooming” effect
- Simplifies disassembly
- Reduces TAR delays.
Combined with anti-seize compounds, this change significantly reduces maintenance effort.

FIG. 6. Redesigned stud for improved reparability.
Results observed across multiple refineries. While results vary with feed quality, drum cycle duration and valve location, several consistent improvements have been documented:
- Significant reduction in torque drift over the valve’s operating cycle
- Extended operating periods before requiring maintenance adjustment
- Noticeable reduction in coke accumulation in lower body quadrants
- Reduced steam consumption when intermittent purge logic is applied
- Simplified field repairs thanks to integral flanges and improved stud design.
Forward-looking: Applying these principles to switching valves. Although the improvements described here apply exclusively to isolation valves, similar purge and cavity-flow optimizations are being evaluated for switching valves. Focus areas include:
- Cavity-flow modeling to optimize purge distribution
- Torque signature trending under high solids load
- Adaptation of intermittent purge logic to large turn-angle operation
- Integration with advanced monitoring systems.
The objective is to achieve the same improvements—reliability, steam reduction and maintainability—across the entire delayed coker valve system.
Takeaways. Improving DCU reliability does not always require radical redesigns. Often, the most impactful progress comes from closely studying how valves behave after years of real operation and adapting designs to address practical needs. Field-driven enhancements have shown that:
- Purge geometry and flow patterns matters more than purge flowrate
- Effective cleaning occurs during cycling, not steady-state flow
- Dead zones—not insufficient purge capacity—are the primary cause of fouling
- Small mechanical improvements can have major operational impacts.
By focusing on these practical realities, isolation valves can now operate reliably from one TAR to the next, with lower overall steam consumption and fewer maintenance interventions.
Building on this foundation, the next phase of development will apply these same principles to switching valves to extend reliability across the entire delayed coker valve system.
The Authors

Luc Vernhes joined Velan in 2003 and has held multiple positions over the years. He now serves as Director, Business Development. Dr. Vernhes holds a PhD in engineering physics and is a mechanical engineer.

Mike Jacobs is a Design Manager at Velan, specializing in the design of severe service ball valves. Jacobs has more than 35 yrs of experience designing delayed coker ball valves and metal seated ball valves (MSBVs) for a large range of severe service applications, which allows him to provide optimal solutions for new challenges. Jacobs earned a BS degree in mechanical engineering.

Duke Tran is the Executive Vice President of Product Innovation & Technology at Velan Inc. and has more than 35 yrs of experience in flow control technologies for the global oil and gas industry. He previously led engineering organizations at Velan, Weir, Mogas, Pacific Valves and Nutron, and has also held executive roles in sales, marketing, business development and general management. Tran holds a BS degree in mechanical engineering and an MBA from Canadian institutions and completed executive programs in artificial intelligence at the University of Oxford and Industrial Internet of Things (IoT) at MIT. He is the inventor of 39 U.S. patents related to advanced flow control solutions.


Comments