June 2026
Environment and Safety
Integrate people into process safety: The complete framework for operator actions and interventions in functional safety—Part 1
Modern processing plants achieve extraordinary levels of automation, yet no technology can completely replace human awareness and decision-making. Operators interpret abnormal situations, confirm alarms and initiate protective actions. Their responses can either prevent an incident or, if incorrect or delayed, trigger one.
Functional safety standards such as International Electrotechnical Commission (IEC) 61511 acknowledge this human dimension. They require that the design, analysis and validation of safety systems include the operator’s role. Understanding when and how operator activities influence overall risk is essential to every safety integrity level (SIL) study and layer of protection analysis (LOPA).
This article builds a complete framework—from the fundamentals of operator involvement to detailed treatment of operator actions such as initiating event (IE), independent protection layer (IPL) and safety instrumented function (SIF)—and concludes with organizational guidance for maintaining reliability.
FUNDAMENTALS OF OPERATOR ACTIONS AND INTERVENTIONS
Definitions.
- Operator action: A deliberate, planned activity performed according to procedure or observation, such as pressing an emergency shutdown button or adjusting a valve.
- Operator intervention: A reactive corrective step taken after detecting a deviation or alarm, such as closing a valve on a high-temperature alarm or starting a standby pump.
- Operator error: An unintended mistake—wrong valve, missed step or delayed action—that may initiate a hazardous event.
Each behavior has a distinct impact on risk:
- Errors create initiating causes
- Interventions act as protection layers
- Planned manual actions can form part of the SIF itself.
A clear definition prevents double-counting or over-crediting human actions in an LOPA and ensures credible SIL calculations.
Operator actions/interventions can be:
- The IE in an LOPA (i.e., human error causes the upset)
- They can be treated as a credited IPL or even part of an SIF only with strong restrictions, documentation and human-reliability justification.
Human reliability and process safety time (PST). Human reliability depends on stress, task complexity, clarity of procedures and available time. PST—the interval between detection of a deviation and the onset of hazard—determines whether a manual response is feasible. The generic applicable practice is if the PST < 10 sec then automation must act; however, if the PST is ≥ 30 sec and the operator is trained and alert, a manual action may be realistic to apply.
Practical rules to follow (recommended implementation).
- If operator action is the cause, then treat it as an IE and include in the LOPA IE frequency.
- If operator action is proposed as an IPL:
- Demonstrate independence from the initiating cause (different personnel or not the same action that caused the IE).
- Ensure PST is more than the required human response + detection + action time, and document it.
- Perform a human reliability analysis (HRA) if the intention is to achieve significant risk reduction [especially if the risk reduction rate (RRF) is > 10].
- Use conservative nominal probability of failure on demand (PFD) for operator IPLs (many practitioners use a PFD of ≥ 0.1 unless supported).
- If operator action is to be part of an SIF (manual SIF), document it fully in the safety requirements specification document (procedure, time to act, interfaces, training) and treat the human-related items as SIF elements to be validated and proof-tested.
- Utilize automation for high-integrity, short-PST functions. Humans are last-resort mitigations and should not be relied upon for functions that require high SIL or millisecond responses.
OPERATOR ACTION AS AN IE
Concept. In every process plant, deviations from normal operations can begin from an equipment failure, process upset or human error. While much emphasis is placed on automatic failures, a significant number of industrial incidents begin with operator mistakes (errors in judgment, procedure or timing).
In functional safety and LOPA, these human mistakes are categorized as IEs—the starting point of a hazardous scenario. Understanding when an operator’s action (or inaction) qualifies as an IE is essential to evaluate risk realistically and to design effective protective layers (FIG. 1).
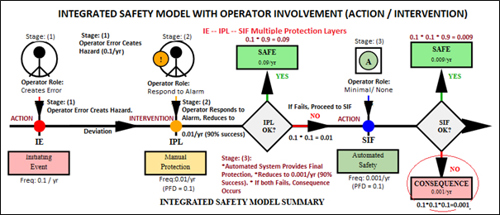
FIG. 1. Integrated safety model summary.
Operator actions as IEs. Reduction of human-error frequency can be effectively achieved through improvements in design, procedures and training. Key measures include the use of clear and sequential operating instructions with proper labeling, ergonomically designed control panels and alarm systems, simulation-based operator training and the application of automatic interlocks where the PST is limited. When these measures are systematically implemented and sustained, the likelihood of operator-induced initiating events can typically be reduced by one order of magnitude, contributing significantly to overall functional safety performance.
An IE is the first deviation that drives a process from safe to hazardous conditions. When caused by human error, it is classified as an operator-based IE:
- Action errors: Performing the wrong step (e.g., opening the wrong valve).
- Omission errors: Failing to perform a required step (e.g., not starting a cooling pump).
- Sequence errors: Performing steps in the wrong order.
- Timing errors: Delaying (too late) or executing (too early) an important action.
If any of these errors start the chain that leads to a hazard, they are treated as IEs.
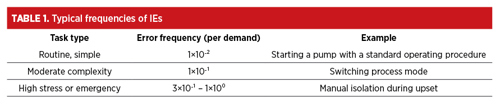
What is an IE? An IE is the first identifiable failure or deviation that causes the process to move from a safe to a hazardous condition. In the context of human behavior: An operator error becomes an IE when a human action directly or indirectly triggers a condition that can lead to loss of containment, overpressure or an unsafe situation/energy release. Typical frequencies of IEs are detailed in TABLE 1.
Two examples of IEs include:
- Incorrect valve operation: The operator opens a drain valve instead of a vent → gas release → fire.
- Failure to start cooling: The standby pump is not started in time → temperature rise → relief lift.
Both are IEs because the human act or omission began the hazardous sequence.
Criteria for reducing human-error IEs. Reducing the likelihood of human-error-based IEs requires both design and organizational improvements that support accurate and timely operator actions. By improving procedures, interface design and training effectiveness, human reliability can be significantly enhanced. The following measures are commonly used to minimize operator errors, and when properly implemented, they can typically reduce human-error frequency by an order of magnitude:
- Clear, stepwise procedures and labeling
- Ergonomic control panels and alarm design
- Simulation-based training
- Automatic interlocks where PST is short.
Reducing human-error frequency by one order of magnitude through design and training is often achievable.
OPERATOR INTERVENTION AS AN IPL
Concept. In a processing plant, automation and instrumentation provide the primary defense against abnormal situations. However, when alarms or deviations occur, an operator’s intervention can act as a critical safety barrier to prevent escalation.
In functional safety and LOPA, this human intervention can sometimes be credited as a manual IPL, provided it meets defined criteria for independence, reliability and timeliness.
This section explains the concept of operator intervention as an IPL, the conditions under which it can be credited and the practical limits for its risk reduction capability.
Independence principle. For an operator’s action to qualify as a valid IPL, the following criteria should be satisfied:
- Independence from the IE: The operator’s action must not rely on the same individual, system or cause that initiated the process deviation.
- Independence from other protection layers: The operator response must function separately so that a single failure or human error cannot simultaneously defeat multiple protection layers.
- Functional capability: The operator must be able to detect, diagnose and respond to the deviation effectively and within the PST to prevent escalation.
An IPL detects a deviation and prevents the consequences. Operator intervention can qualify as a manual IPL if it:
- Is independent of the initiating cause and other IPLs
- Detects the deviation via an alarm or observation
- Responds effectively within the PST
- Has documented procedures and training.
Typical failure modes. In accordance with IEC 61511, an operator-based IPL may fail in one or more modes: failure to detect the initiating condition, failure to correctly diagnose the situation or failure to execute the required corrective action within the available response time.
Identification and evaluation of these potential failure modes are essential to determine the realistic effectiveness and RRF of human-dependent IPLs and to ensure that corresponding measures for training, alarm management and procedural integrity are implemented to maintain the claimed safety performance:
- Failure to detect: Occurs when the operator fails to notice or acknowledge the alarm, resulting in loss of early warning and delayed response.
- Failure to decide: Happens when the operator recognizes the alarm but misinterprets the situation, leading to an incorrect judgment or action plan.
- Failure to act: Takes place when the operator understands the alarm condition but responds too late or performs the wrong corrective action, allowing the event to escalate.
Criteria for a human IPL. According to the Center for Chemical Process Safety’s (CCPS’s) LOPA, International Society of Automation (ISA) TR84.00.03 and IEC 61511-2, operator intervention can be credited as an IPL only if the requirements in TABLE 2 and FIG. 2 are demonstrated.
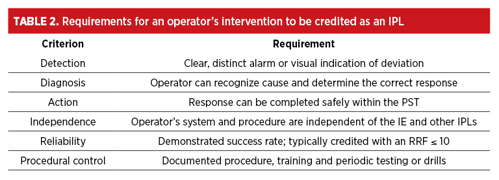
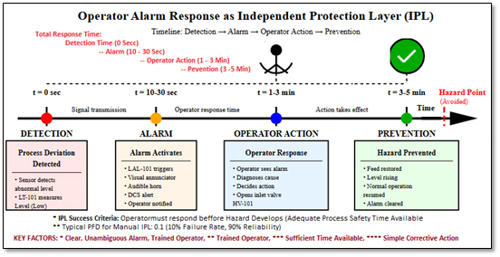
FIG. 2. Operator alarm response as an IPL.
Reliability credit. Manual IPLs are normally limited to an RRF ≤ 10 (PFD ≥ 0.1) unless supported by a detailed HRA. For example, a reactor’s pressure alarm activates at 4.5 barg. The operator closes the feed valve within 2 min. The relief valve’s setpoint is 6 barg and the PST is 5 min. This is a timely, independent and protective response that qualifies as a human IPL.
Verification and validation. When human response is credited as part of a protection layer or risk reduction measure, its effectiveness must be verified and validated through practical evidence. Verification confirms that the design supports reliable operator action, while validation demonstrates that the response performs as intended under real conditions. The following activities provide credible support for claiming credit for human performance in safety analysis. Credit should be supported by:
- Alarm rationalization (clear, prioritized alerts)
- Operator drills simulating alarm conditions
- Documented success record or test results.
If alarm floods or confusion are common, credit should not be claimed.
Distinction between basic process control system (BPCS) actions and IPLs. In safety analysis, it is important to distinguish between actions performed under the BPCS and those credited as IPLs. While both may involve operator intervention, their purpose, reliability and documentation requirements differ significantly. TABLE 3 highlights the key distinctions, emphasizing that a BPCS alarm does not automatically qualify as an IPL unless supported by proven procedures, operator training and validation demonstrating a consistent and timely human response.
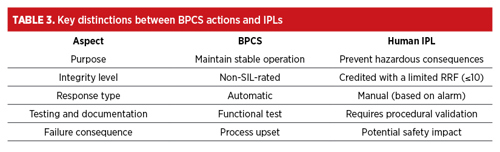
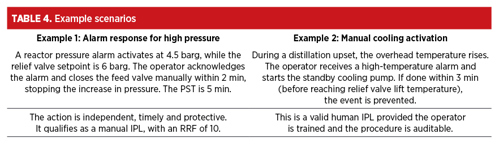
A BPCS alarm does not automatically become an IPL; this happens only if the operator has procedures, training and/or validation that demonstrate consistent human response. Example scenarios are detailed in TABLE 4.
Part 2. Part 2 of this article will be featured in the July issue.
The Author
Related Articles
- From compliance to safe operations: Why relief systems design documentation matters in LNG facilities
- Innovative grassroots CDU-VDU configuration: Pioneering energy efficiency and net-zero pathways in modern refineries
- Improving isolation valve reliability in delayed coker units: Field experience-driven design enhancements


Comments