May 2026
Catalysts
A three-party approach to maximizing propylene through operational excellence, innovative catalysts and hardware design
Propylene plays a vital role in the petrochemical industry, with approximately 70% of propylene production going into the manufacture of polypropylene, a widely used polymer in durable goods, automobiles, construction and packaging, among a variety of other uses. Propylene is also used in the manufacture of propylene oxide, acrylonitrile, cumene, etc., with end uses in polyurethanes, solvents and pharma. The demand for propylene is expected to grow significantly in the coming decades (FIG. 1), driven by rising demand from population growth and improved standard of living, particularly in the Asia-Pacific region.
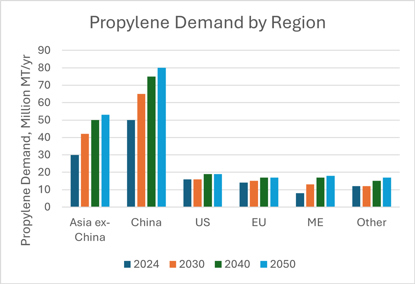
FIG. 1. Propylene demand by region.
Propylene from FCCUs. Fluid catalytic cracking units (FCCUs) are not only the most flexible, but also the most cost advantaged, easy to implement and least carbon intensive of the primary propylene production routes. The flexibility of FCCUs allows refiners to reformulate or revamp existing units with relatively lower investment to adapt the FCCU’s propylene production to evolving market dynamics, contributing to a lower cash cost of propylene for FCCUs compared to other technologies such as steam cracking, propane dehydrogenation and other on-purpose propylene production technologies (FIG. 2). The use of ZSM-5 additive in FCCUs also allows refiners to increase propylene production at constant or reduced Scope 1 emissions, effectively reducing carbon emissions per unit of propylene produced.
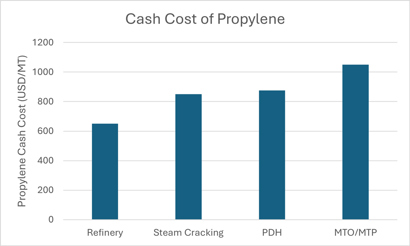
FIG. 2. Cash costs of propylene.
Maximizing propylene in a novel unit design. With the shift to more petrochemically focused FCCU operation, a three-party approach can be an effective means to maximize propylene production from an FCCU:
- Licensor—Development of novel unit designs for revamps and grassroots units targeting maximum propylene production
- Catalyst supplier—Introduction of innovative new catalyst and additive technologies to help refiners achieve their yield objectives
- Refiner—Adoption of new technologies to support optimization to maximize propylene from their FCCUs.
In this article, the authors will profile a case study of the propylene yield improvements attained by a refiner aiming to optimize catalytic solutions for a new high-severity (HS) FCC hardware designa.
The authors will share details on the development, testing and implementation of a customized catalyst solution utilizing a combination of their company's flagship high-diffusivity, low-Z/M bottoms cracking catalyst familyb along with the highest activity propylene selective additivec. This catalyst solution boosts cracking of gasoline range olefins into the desired propylene and ethylene yields, all while providing superior activity retention and minimizing thermal cracking and catalyst losses. With the authors’ company’s catalyst system, the refiner was able to boost commercial unit propylene yields by > 1.5 wt%, ultimately increasing profitability for the customer and demonstrating the differentiated value the company’s catalyst solutions and world-class technical service can offer refiners around the world.
Novel HS FCC unit design. The HS FCCa unit was jointly developed by Eneos in Japan, Saudi Aramco and King Fahd University of Petroleum and Minerals (KFUPM), and licensed by Axens and Technip Energies. The HS FCCa process utilizes a downflow, instead of the typical riser reactor. The unit operates at a very high [580°C–620°C (1,076°F–1,148°F)] reactor outlet temperature. To minimize dry gas formation at this high temperature, it is important to have a short contact time and minimize back-mixing in the downflow reactor and the catalyst/products separatord (FIG. 3).
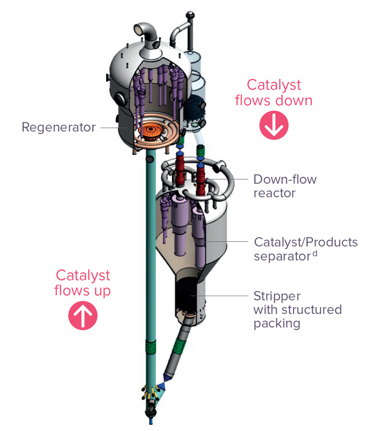
FIG. 3. The HS FCCa unit configuration.
Regenerated catalyst flows downward from a withdrawal well. Feed is injected radially and downward using a patented injection system. The downflow reaction system eliminates back-mixing and provides narrow residence time distribution. The typical residence time is < 1 sec, and the catalyst-to-oil ratio is in the range of 15–30.
Feedstocks can be vacuum gasoil (VGO), de-asphalted oil (DAO), atmospheric residue (AR), vacuum residue (VR) and heavy coker gasoil (HCGO).
Finding an optimized catalyst system for an HS FCCa unit design. Since starting up the first commercial HS FCCa unit in 2018, the Asian refiner focused on processing resid to propylene and has continually worked with the technology licensor and catalyst suppliers to stabilize operation and optimize catalytic solutions for the HS FCCa unit. In May 2020, after experiencing lower than expected propylene yields on the incumbent catalyst, the refiner tasked the authors’ company with the following objectives for a catalyst reformulation:
- Improve olefins yield: propylene and ethylene
- Improve the catalyst-to-oil ratio to increase light olefins yield
- Improve operability and costs with reduced catalysts losses.
The authors’ company’s approach was to optimize the entire catalyst system, selecting the best base catalyst and ZSM-5 technology pairing to maximize propylene and ethylene yields (FIG. 4).

FIG. 4. It is critical to select the best base catalyst (Y-zeolite/matrix component) and ZSM-5 technology system to maximize propylene.
The short residence time in the HS FCCa design makes it critical for a catalyst system to facilitate efficient vaporization of heavy feed molecules. Therefore, it is important for the selected catalyst to have optimum pore size distribution to allow the feed molecules to be cracked into desirable products while reducing non-selective secondary reactions that can result in undesirable byproducts like dry gas and coke. In addition, the high weight hour space velocity (WHSV)—or short space time—of a downflow reactor design requires not only faster transport of feed molecules into catalyst to generate gasoline olefins, but also quick transport of gasoline olefins to the ZSM-5 component to be cracked into light olefins (FIG. 5). To this end, catalysts with high porosity and diffusivity were tested to facilitate feed absorption, vaporization and diffusion, increasing unit conversion.
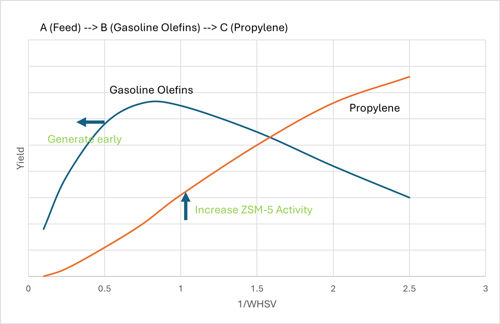
FIG. 5. It is important for the selected catalyst to have high porosity and diffusivity to facilitate feed absorption, vaporization and diffusion, increasing unit conversion.
For the ZSM-5 componentc, the authors’ company studied gasoline samples from the unit operating with the incumbent catalyst and found that they still contained large amounts of C5 and C6 olefins, suggesting that the propylene production at the time was limited by the activity of the ZSM-5 additive. To address the deficiency in ZSM-5 activity of the incumbent catalyst, the company tested its highly propylene selective ZSM-5 technologiesc to ensure more of the gasoline range olefins generated by the base catalyst were cracked into the desired propylene and ethylene products.
With the criteria laid out for the base catalyst and ZSM-5 additivec catalyst system, the company selected several of its most suitable technologies for pilot scale Davison circulating riser (DCRe) testing.
DCRe testing and selection of the optimized catalyst system. Due to the unique operation of the HS FCCa, the authors’ company made several adjustments to its DCRe pilot plant to better simulate HS FCCa conditions and allow for proper testing of catalyst candidates. First, the riser outlet temperature was increased to the temperatures used in the HS FCCa [580°C–600°C (1,076°F–1,1132°F)]. Next, the unit pressure was reduced, and the reactor steam and lift nitrogen were increased to shorten catalyst and vapor residence time in the riser. Ultimately, a vapor contact time of < 1 sec was achieved, leading to DCRe yield patterns in line with those found in literature for pilot studies on HS FCCa unit design.
With DCRe calibration studies completed to match HS FCCa unit yields, the modified DCRe operating parameters were used to test multiple catalyst families and formulations, along with various ZSM-5 additive levels, to select an optimized catalyst system to meet the refiner’s yield objectives. From the DCRe results in FIGS. 6–8, catalyst Option 3 exhibited the best balance of yields in terms of propylene, ethylene and conversion.
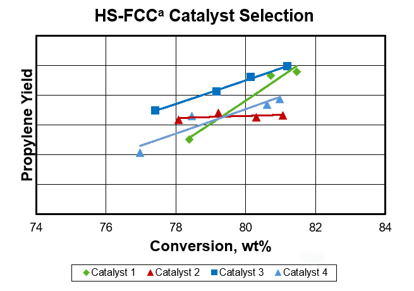
FIG. 6. HS FCCa catalyst selection, propylene yield.
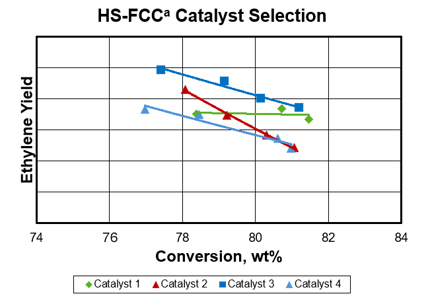
FIG. 7. HS FCCa catalyst selection, ethylene yield.
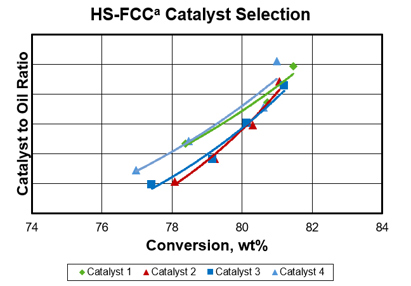
FIG. 8. HS FCCa catalyst selection, catalyst-to-oil ratio.
From these results, the authors’ company selected and recommended catalyst System 3 to the refiner. Catalyst System 3 was comprised of:
- The authors’ company’s flagship high-diffusivity, low-Z/M base catalyst technologyb to provide higher gasoline range olefins through:
- Optimum zeolite/matrix (Z/M) and rare earth on zeolite (RE/Z) to minimize hydrogen (H2) transfer for target activity
- Best-in-class Y-zeolite technology for improved coke selectivity and high stability, resulting in lower thermal cracking
- High diffusivity to limit non-selective secondary reactions, preserve olefins and provide better bottoms cracking
- Good metals trapping capability for activity retention and coke selectivity.
- The company’s highest activity propylene selective ZSM-5 technologyc to crack the gasoline range olefins generated by the catalyst technologyb into the desired propylene and ethylene products. The authors’ company’s ZSM-5 technologyc offers the following benefits:
- Maximum activity to crack challenging shorter gasoline range molecules into desired propylene and ethylene yields
- High activity retention to prevent activity loss under severe HS FCCa conditions
- Improved selectivity to desired light olefins.
The synergistic effect of the high-diffusivity, low-Z/M catalyst with class-leading ZSM-5 technology enabled the company to demonstrate propylene improvements in pilot testing, unit trial and, ultimately, during ongoing supply.
Independent third-party pilot plant testing. After the company provided the catalyst system recommendation and DCRe test results to the refiner, the refiner requested independent third-party pilot testing to further build confidence in the DCRe results and gather the internal approvals needed to proceed to unit trial. The authors’ company partnered with the refiner to identify the most suitable third-party testing facility to validate the yield improvements observed in DCRe testing, and supported the third-party testing to compare the following catalysts:
- The authors’ company’s deactivated catalyst
- Equilibrium catalyst from the HS FCCa unit [equilibrium catalyst (Ecat)].
Samples of the fresh catalysts proposed by the authors’ company were metalated and deactivated by a third party to match the deactivation profile of the unit Ecat, then tested at the third party testing facility.
The third-party independent testing revealed that the authors’ company’s catalyst system exhibited higher propylene and ethylene yields, reduced H2 and methane (CH4) yields, and a higher C3/C4 ratio (FIGS. 9–12). The commercial HS FCCa unit yield (FCCU) is also plotted on FIGS. 9–12 for reference. These results provided sufficient evidence to convince the refiner to proceed with a unit trial.

FIG. 9. Results of the third-party pilot testing, propylene.
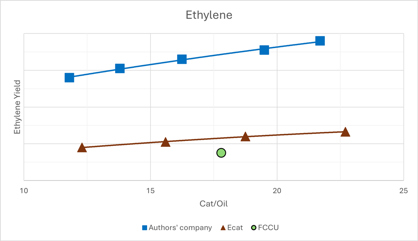
FIG. 10. Results of the third-party pilot testing, ethylene.
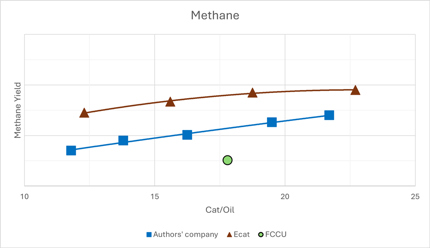
FIG. 11. Results of the third-party pilot testing, methane.
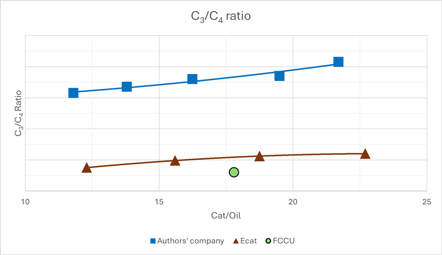
FIG. 12. Results of the third-party pilot testing, C3/C4 ratio.
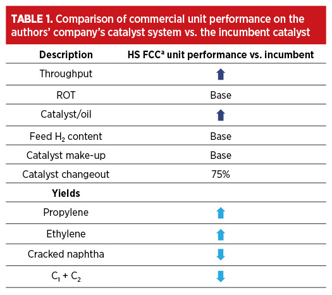
HS FCCa commercial unit trial. After observing the positive test results from the third-party pilot testing, the refiner decided to move forward with a 6-mos trial to test the authors’ company’s new catalyst system. During the trial period, the catalyst system demonstrated a 1.5 wt% improvement over the incumbent catalyst system.
In addition to the improvements in propylene yield against the incumbent catalyst, the authors’ company’s catalyst also demonstrated lower thermal cracking products, including H2, CH4, ethane (C2H6) and butadienes compared to the competitor catalyst (TABLE 1).
These results confirmed that the improved propylene yield was not only driven by the improved ZSM-5 activity, but also by the increased gasoline olefins generated by the high-diffusivity, low-Z/M base catalystb, along with the effective activity optimization of the components in the catalyst system to preferentially favor the desired catalytic cracking reactions and minimize the undesired thermal cracking pathways. The overall performance improvement seen in the unit trial demonstrates the importance of a cohesive and comprehensive approach in designing and optimizing a catalyst system to enhance desired yields for FCC operations.
The refiner expressed complete satisfaction with the performance of the company’s catalyst system and decided to move forward with a long-term supply agreement, which has continued since July 2024.
Takeaways. FCCUs have undergone significant transformation throughout their history, and are continually being adapted to meet the evolving needs of the refining industry. During this time, FCCUs have proven to be one of the most flexible and resilient operations in a refinery, positioning them well to play a vital role in the ongoing transition from fuels to petrochemically focused FCC operation.
This article has profiled the approach to catalyst optimization that the authors’ company has taken to help an Asian refiner operating the novel HS FCCa unit design to achieve a 1.5 wt% higher propylene yield than with the incumbent catalyst. The yield improvement was made possible through a holistic approach to catalyst optimization, utilizing a high-diffusivity, low-Z/M base catalystb to maximize production of gasoline olefins paired with the highest activity ZSM-5 additivec available to maximize the cracking from gasoline olefins into the desired propylene and ethylene yields, all while tuning the activity of the catalyst to minimize undesired thermal cracking reaction pathways.
Through the pilot testing, unit trial and current ongoing supply, the company has partnered with the refiner and licensor to gather a wealth of knowledge and insights into optimizing catalyst solutions for the novel HS FCCa unit design. Coupled with the refiner’s goal to continually optimize catalytic solutions to maximize profitability from the HS FCCa, the authors’ company is well-positioned to continue to collaborate with the refiner to deliver differentiated value as feed slates and target products evolve well into the future.
NOTES
a HS-FCC™
b MIDAS®
c ZAVANTI™ ZSM-5
d Tempest™
e Davison Circulating Riser (DCR™)
The Authors

Boheng Ma is the Strategic Marketing Manager, FCC Catalysts, and oversees W. R. Grace & Co.’s max propylene portfolio of catalysts and additives. He is responsible for shaping Grace’s strategic direction in the max propylene segment, driving the commercialization of novel technologies for maximizing propylene from the FCCU to deliver differentiated value to Grace’s customers. Ma has more than a decade of broad experience across engineering, operations, research and marketing in the refining and chemical industries. He has a B.S. in Chemical Engineering from the University of Maryland. The author can be reached at Boheng.ma@grace.com.

Ruizhong Hu is an R&D Fellow with more than 20 yr of research experience at Grace on FCC catalysts and additives. He has held roles in new catalyst development, catalyst evaluation and testing, and R&D technical support to sales. Dr. Hu is the co-inventor of 11 new commercial products and has co-authored eight granted U.S. patents and three pending patents in FCC catalysts and additives. He holds a PhD in materials science and engineering from the University of Pennsylvania (U.S.). The author can be reached at Ruizhong.hu@grace.com.

Stephen Amalraj is a Senior Principal FCC Technologist on Grace’s Global Customer Technology team (GCT), concentrating on Max propylene operations. He is currently based in Dubai. Amalraj has more than 32 yr of experience and worked in five different refineries/petrochemical units and for an FCC catalyst manufacturer before joining Grace in 2021. He has been involved in many different aspects of FCC, such as projects, engineering, commissioning and operations, technical services and catalyst solutions. Amalraj holds a B.Tech degree in chemical engineering.

Yujun Jeong is a Technical Service Manager with W.R. Grace & Co. with more than 25 yr of experience in technical support and the operation of FCCUs. He holds BS and MS degrees in chemical engineering from Seoul National University in South Korea. The author can be reached at yujun.jeong@grace.com.

Comments