
Online Feature: Crude C4 alternatives for a successful grassroots petrochemicals project
AUTHORS: J. Delgado, M. Khvastunkov, M. Khayyat, A. Marri and A. Mulhim, Saudi Aramco, Dhahran, Saudi Arabia
The disposition of the crude C4 stream from a steam cracker is a project configuration topic that deserves some discussion. Depending on the business case supporting the project, this stream may be sold as crude C4s into the market; processed into valuable components, including 1,3-butadiene, isobutylene and normal butenes for further processing; may be fully or partially hydrogenated and recycled back to the ethane cracker. Ultimately, economics and strategic goals will dictate which of these options, or combination thereof, is to be incorporated as the basis of the project for an optimum configuration. This decision should take place in the early project development stages to minimize the amount of rework. This article discusses some of these options, compares recycle-cracking crude C4s vs. not recycle-cracking, and highlights the expected impact on overall steam cracker process yields.
Crude C4’s value chain. Crude C4s are a byproduct of steam crackers, primarily ones that process heavy feeds, such as naphtha. Steam crackers that process lighter feeds are lower in C4 yields (FIG. 1); therefore, have a lesser need for crude C4 processing facilities. The feed to the steam cracker greatly defines not just the steam cracker scope, but also the downstream scope necessary to handle the volumes of C4+ coproducts that are produced.
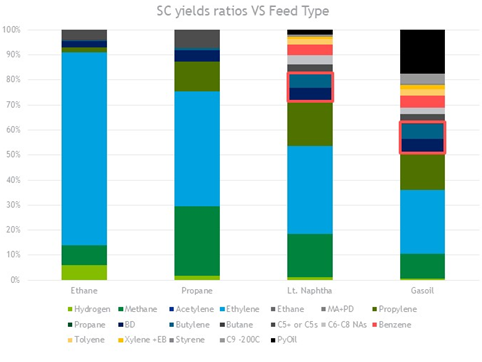
FIG. 1. SC yields rations vs. feed type.
The composition of the crude C4 stream from a steam cracker contains several key components with value-added potential. These are 1,3-butadiene, isobutylene, butene-1, c-2-butene and t-2-butene. Extraction of these necessitates the addition of scope items that need to be considered in a project. FIG. 2 is indicative of a representative C4 value chain.
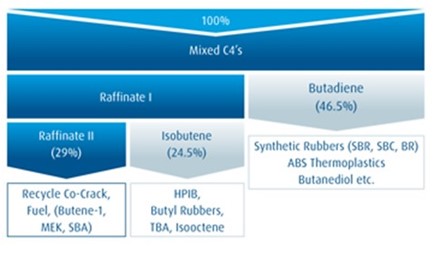
FIG. 2. C4 value chain.
Economic motive. A major motive for recycling co-cracking is to take advantage of the lower C4 prices and avoid logistic and marketing challenges involved in C4 derivatives selling. There are various approaches in recycling butadiene (BD), which includes selective hydrogenation that targets BDs and full hydrogenation that targets all C4 olefins—selective hydrogenation yields a higher level of propylene. Depending on the project scope, operations can target the preferred yield (FIG. 3).
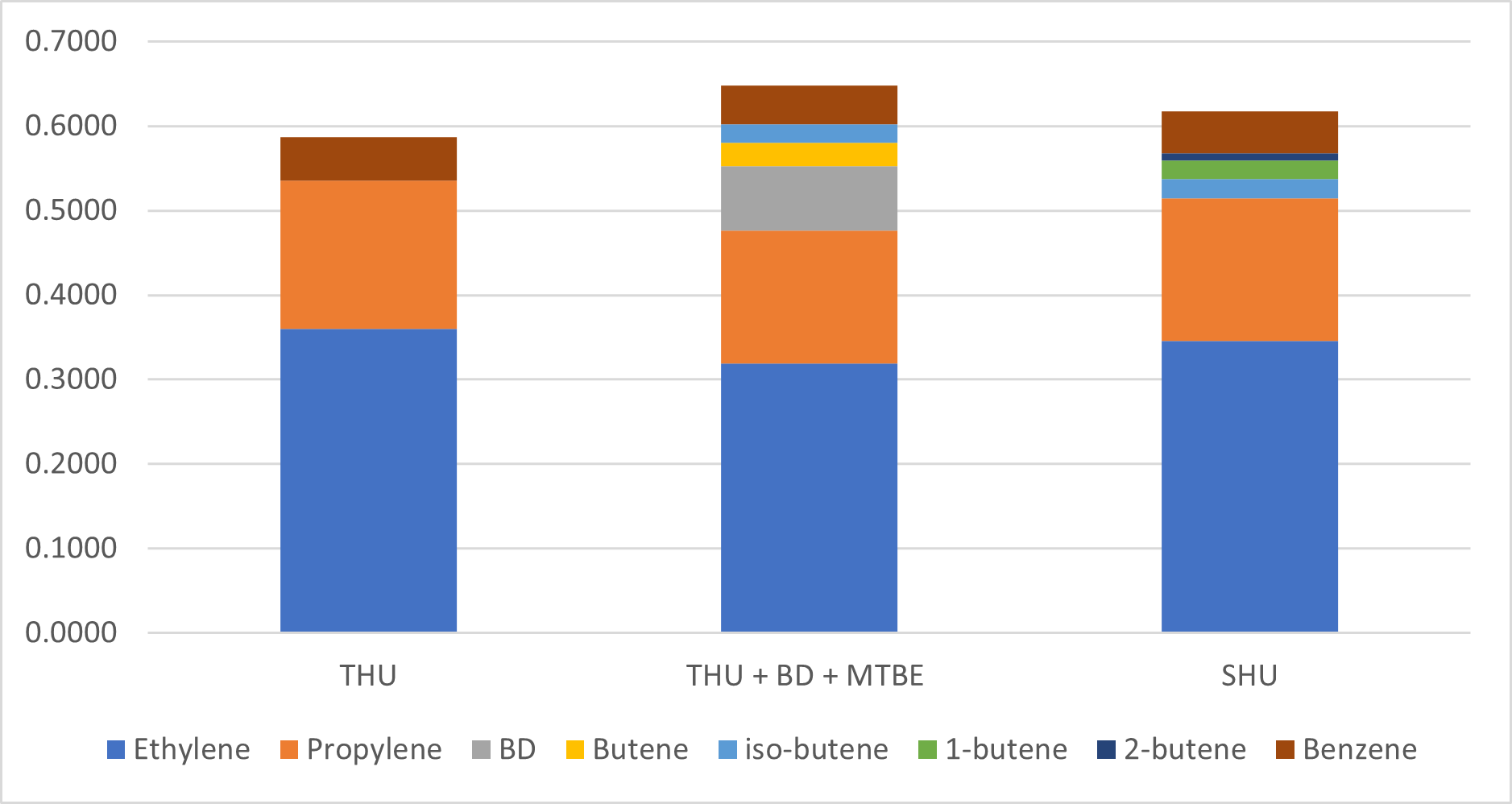
FIG. 3. Product yields for different approaches of C4 recovery.
As shown in FIG. 4, the capital investment for a total hydrogenation unit (THU) + BD + methyl tertiary-butyl ether (MTBE) case is higher than that of the THU for the same plant capacity. However, the product value of THU + BD + MTBE case potentially offsets the capital investment difference due to the higher value of the extracted products. A net present value (NPV) assessment would need to be made for the specific project location and market conditions.
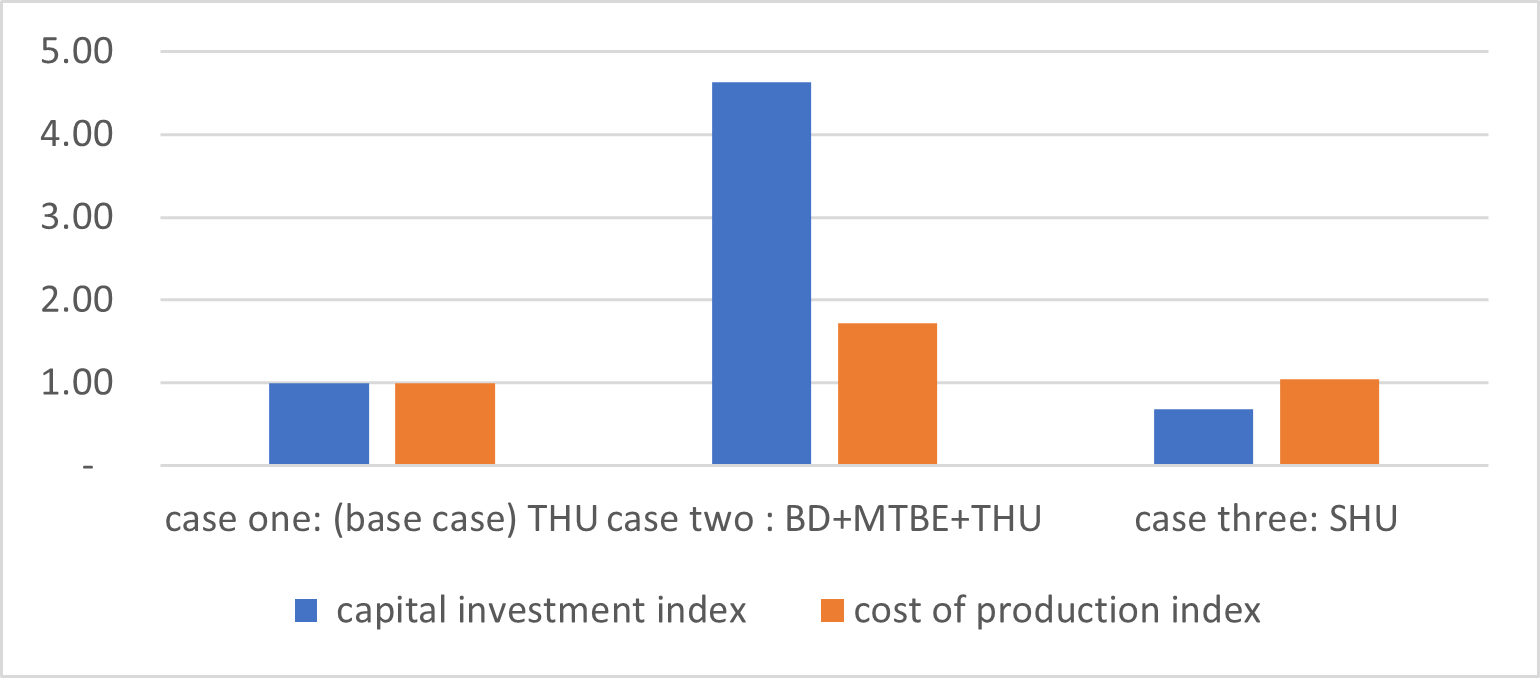
FIG. 4. Benchmark C4 hydrogenation methods.
Full hydrogenation and co-cracking of crude C4s. This is the simplest configuration using a light naphtha feed. The full crude C4 stream is hydrogenated, and the effluent is recycled back to the steam cracker (FIG. 5). The olefins, diolefins and acetylenes are fully saturated. Note: This option will greatly impact the steam cracker unit (SCU) yields, and the SCU licensor needs be involved for this option to be included in the design. One of the hydrogenation technology companies should be consulted regarding this option, as well. This applies to any case where the hydrogenated C4s are recycled back to the SCU. If recycled cracking is not preferred, the C4 co-product could be sold as crude C4s. No 1,3-butadiene nor any other value-added products are produced.
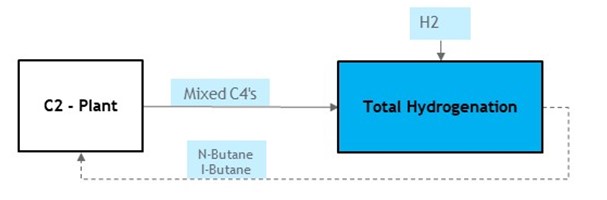
FIG. 5. Total hydrogenation of crude C4s.
This option would require a THU. Depending on the amount of acetylenes, diolefins and olefins, this unit will require up to three hydrogenation reactors to ensure full hydrogenation of the targeted species. This would be the only scope to handle the C4 stream in this case. However, if the C4s will be at least partially sold as crude C4s, then the necessary export facilities will be needed to export into the market. A cost/benefit analysis would be needed to compare both options. This analysis would examine differences in scope and capital expenditure (CAPEX), steam cracker yield, cost of production and a NPV comparison to determine whether the additional CAPEX for export facilities is justified.
Full extraction alternative. One alternative to the basic configuration with a light naphtha feed results in decreased raffinate-3 material to be co-cracked in the steam cracker, which impacts the overall yield basis from the steam cracker. This may be accomplished by adding an olefins conversion process (OCP) technology and supporting units, such as a BD selective hydrogenation unit (BSHU) and a 1,3-butadiene extraction unit (BDU). The olefins conversion technology makes use of metathesis and isomerization reactions to produce additional propylene. This is accomplished by reacting ethylene with C4 olefins. If propylene is profitable and ethylene is in excess supply, this is an attractive option. The employment of a BSHU converts BD and acetylenes into butenes, which could then be fed to the OCP unit, as well.
In the configuration shown in FIG. 6, the BSHU converts BD into butenes, which can then be sold as a product stream for further processing.
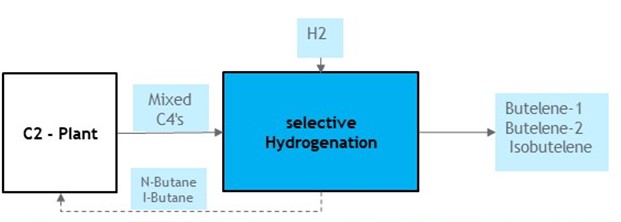
FIG. 6. Selective C4 hydrogenation configuration.
There are many alternatives available in processing the crude C4 stream, such as using a skeletal isomerization unit—which can convert normal butenes into isobutylene—in conjunction with a BDU and an MTBE unit. The additional isobutylene from the skeletal isomerization unit can then be converted into MTBE to boost its production. Some of the isobutylene might also be used in the production of polyisobutylene as a value-added product. However, the differences in scope and CAPEX, steam cracker yield and differential NPV calculations must be analyzed to choose the optimum configuration that best supports the business case.
The sample configuration shown in FIG. 7 is a typical layout that extracts 1,3-butadiene, converts isobutylene into MTBE and fully saturates the olefins in the remaining raffinate-2 stream.
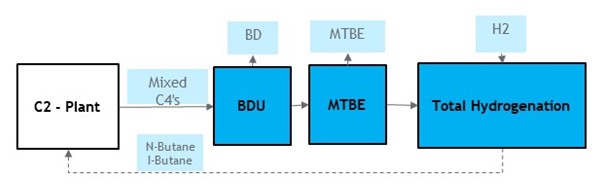
FIG. 7. MTBE and BD extraction with a C4 hydrogenation configuration.
Takeaway. The C4 value chain configuration chosen for a new petrochemical complex greatly depends on key project business case drivers, such as steam cracker feed slate, commercial and market conditions, and product value-uplift potential. Several basic configurations have been presented here which can be used as a starting point in the support of future greenfield petrochemical projects and the objective of maximizing chemicals production. These basic layouts may be used for further configuration evaluations and definition to tailor-fit the individual project’s business objectives and help in securing a successful C4 component management system and positive economic return to the business.


Comments